
If you're trying to scale a manufacturing company, you may already be seeing the warning signs. Sales are coming in, but quotes sit too long, expediting has become normal, one machine is always the constraint, and your best people spend half their day fixing handoff failures instead of doing their actual jobs.
That isn't scale. It's volume layered on top of fragility.
We see this constantly in industrial businesses. Marketing is disconnected from capacity. Sales chases whatever lands in the inbox. Operations gets surprised by demand that should have been visible weeks earlier. The fix isn't one tactic. It's a system that connects demand generation, CRM discipline, quoting, scheduling, and production reality so the whole business can handle more output without becoming more chaotic.
Table of Contents
- The Difference Between Growing and Scaling Your Business
- Phase 1 Diagnose Your Foundation and Market Position
- Phase 2 Build a Predictable Demand Generation Engine
- Phase 3 Systematize Your Sales and Quoting Process
- Phase 4 Align Production Capacity with Operational Reality
- Phase 5 Secure the Right Capital and Talent
- Your First 90 Days A Proof-of-Concept Scaling Plan
The Difference Between Growing and Scaling Your Business
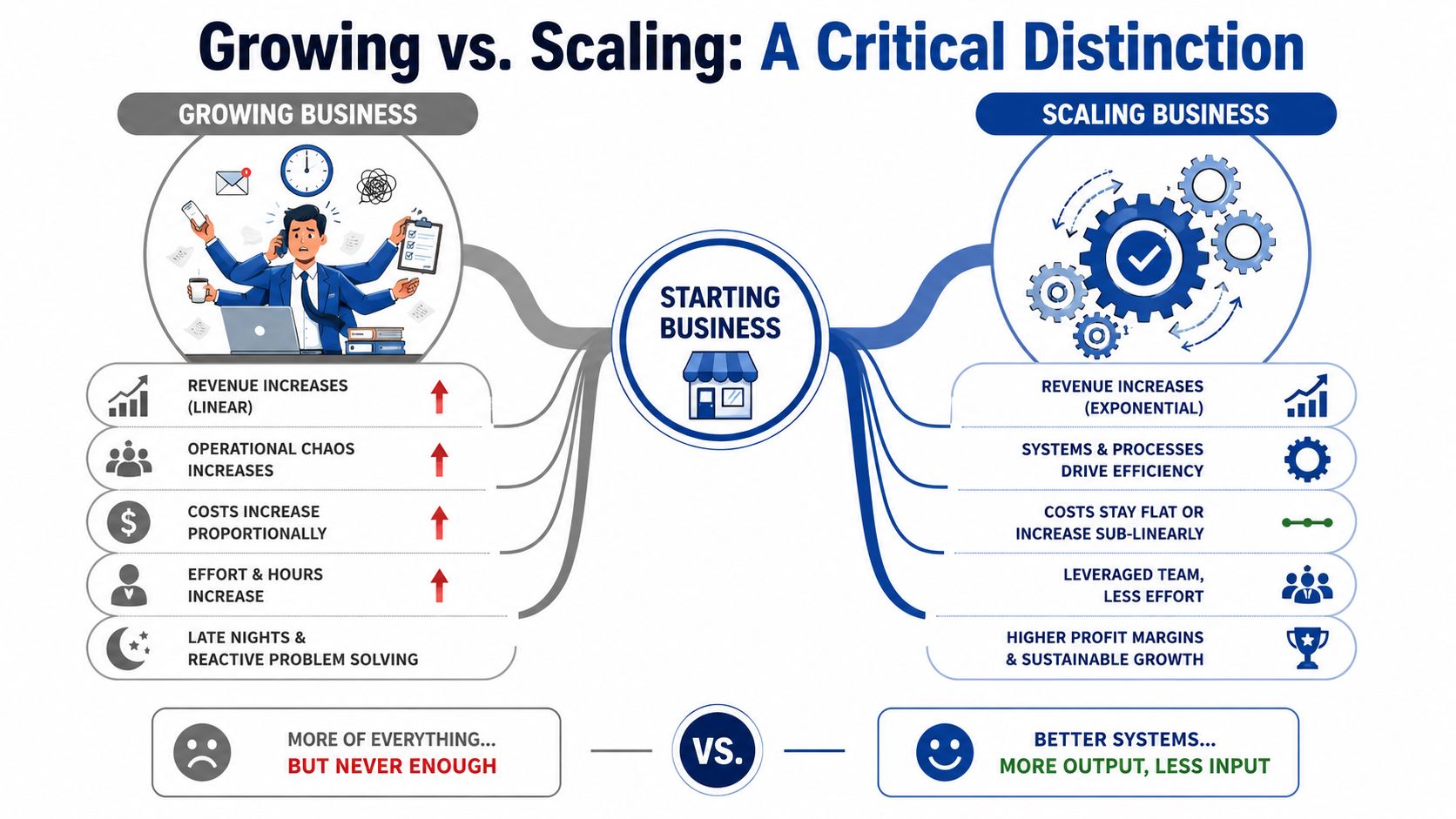
A lot of manufacturers say they want growth when what they need is scalability. Those are not the same thing.
Growth usually means you add people, overtime, machines, software, and management layers as demand rises. Output increases, but costs rise with it. Scalability means increasing output or revenue without raising costs at the same rate, which is the core distinction highlighted in RFgen's manufacturing scaling guidance.
That difference sounds academic until you live it. A growing company gets busier. A scaling company gets stronger.
What growth looks like on the shop floor
You know you're growing without scaling when these patterns keep repeating:
- Quotes depend on one person: If one estimator disappears for a week, the pipeline slows down.
- Production meetings are all triage: Schedules move because sales promised dates without capacity input.
- Margins get thinner as volume rises: More jobs create more rework, more expediting, and more coordination overhead.
- Leadership becomes the routing system: Owners approve exceptions, solve customer communication gaps, and unblock purchasing by hand.
This is why generic business advice often fails manufacturers. The shop floor exposes weak systems faster than most industries. Every bad handoff turns into idle time, scrap, missed dates, or stressed people.
A manufacturer doesn't scale when demand increases. It scales when the system absorbs higher demand without multiplying failure points.
If you want a broader strategic lens outside manufacturing, these proven strategies for scaling businesses are useful because they reinforce the same idea. System capacity matters more than ambition.
What to measure instead of celebrating revenue alone
Revenue can hide dysfunction. You need operating metrics that tell you whether volume is improving economics or just increasing noise.
A useful scorecard includes:
| Metric | Why it matters |
|---|---|
| OEE | Shows whether equipment is actually productive, not just installed |
| Production cycle time | Exposes delays, batching problems, and unstable flow |
| Defect rates | Reveals whether higher throughput is degrading quality |
| Capacity utilization | Shows how much usable room you really have |
| Manufacturing lead time | Tells you what customers feel |
| Labor productivity | Shows whether your team is producing more or just working harder |
| Inventory turnover | Highlights whether scaling is locking up cash in stock |
| Cost per unit | Tells you whether scale is improving the business model |
If you need a smaller-business perspective on this same transition, our guide on how to scale a small business makes the same point in simpler terms. More sales don't solve structural inefficiency.
The practical takeaway is blunt. If your output rises only when effort, overtime, and management intervention rise with it, you haven't learned how to scale a manufacturing company yet. You've learned how to survive demand.
Phase 1 Diagnose Your Foundation and Market Position
Most scaling plans fail before they start because the company hasn't diagnosed what business it's really in. Not the story on the website. The actual economic engine.
A manufacturer can be busy and still be misaligned. You might be winning work that clogs capacity, attracts constant engineering changes, or forces your team into low-value custom chaos. If that's happening, more leads won't help. Better diagnosis will.
Start with profitable demand not just any demand
Ask these questions and answer them with uncomfortable honesty:
- Which customers are most profitable: Not the loudest, largest, or oldest accounts. Which ones produce clean work, steady reorders, reasonable communication, and predictable payment?
- Which jobs damage throughput: Identify the orders that create excessive setup changes, unusual material issues, or endless revision cycles.
- What problem do you solve better than nearby competitors: Faster turnaround, tighter tolerance discipline, better documentation, stronger design-for-manufacturing feedback, easier repeat ordering?
- Who buys from you when the job matters: Procurement, operations, engineering, maintenance, OEM sourcing, or distributors?
That last point matters. If you don't know the actual buyer and the actual trigger, your sales and marketing will drift into generic claims about quality and service. Every manufacturer says that. It doesn't create demand.
Audit your current position like an operator not a storyteller
Run a foundation audit across four areas.
Market fit
Write down the industries, part types, order patterns, and job characteristics that create the cleanest revenue. Then list the opposite. This becomes your filter for future pipeline decisions.
Commercial process
Look at how inquiries arrive, how quickly they get qualified, who owns follow-up, and where quoting stalls. If a lead can sit unassigned, your system is already leaking.
Capacity reality
Define your true constraint. It may be a machine, but it may also be programming, inspection, material availability, setup discipline, or one overextended supervisor.
Management visibility
Check whether leadership can answer basic questions quickly. What's in the quote queue? Which jobs are late? Which customers reorder predictably? Which machines lose the most productive time? If answers require a scavenger hunt, you don't have management visibility.
Questions to ask yourself: If we doubled inbound demand next quarter, which part of the business would fail first, and would we know it early enough to do anything useful?
Use a short diagnosis worksheet like this:
| Area | Good sign | Warning sign |
|---|---|---|
| Customer mix | Repeatable, profitable work | Constant one-off fire drills |
| Value proposition | Specific capability and buyer fit | Generic claims |
| Sales process | Clear ownership and stages | Inbox-driven follow-up |
| Capacity view | Known constraint | Conflicting opinions |
| Data visibility | Fast answers from systems | Manual digging across spreadsheets |
A proper diagnosis gives you an advantage. It tells you which demand to pursue, which demand to reject, where to add process control, and where your margin comes from. Without that, any attempt to scale a manufacturing company becomes expensive guessing.
Phase 2 Build a Predictable Demand Generation Engine
Referrals are useful. They are not a scaling strategy.
If your new business pipeline depends on who happens to know you, demand will stay uneven. One month the shop is slammed. The next month sales starts discounting because the backlog looks thin. That cycle wrecks planning.
A predictable demand engine fixes that by connecting visibility, lead capture, qualification, and follow-up into one system. If you want a deeper definition, this overview of demand generation marketing is a helpful reference.
Turn your website into a filtering system
Most manufacturing websites are brochures. They say the company is trusted, experienced, and quality-focused. Buyers learn almost nothing.
Your website should help the right buyer self-identify. That means creating pages and assets around actual purchase intent:
- Capability pages: Speak clearly about processes, tolerances, materials, volumes, and typical applications.
- Industry pages: Show how you solve problems for specific markets instead of speaking to everyone at once.
- Engineering content: Publish design guidance, specification considerations, FAQs, and manufacturing constraints that matter during sourcing.
- Lead magnets with practical value: CAD files, spec sheets, process checklists, quote request forms, and supplier onboarding packs all work better than vague “contact us” buttons.
That content doesn't just attract traffic. It also pre-qualifies visitors. People who download technical material or submit detailed quote forms usually tell you more about intent than someone who sends a one-line inquiry.
Later in the buying journey, visual explanation helps more than jargon. This short video is a good example of how to think about building a scalable lead flow system.
Use CRM automation to stop lead leakage
A lead engine isn't complete until every inquiry has a defined next action. That's where a CRM becomes essential.
GoHighLevel is one option for manufacturers that want forms, pipeline tracking, email, SMS, and automation in one place. HubSpot is another common fit. Machine Marketing also provides CRM systems for companies that need help connecting lead capture, follow-up, and reporting into a usable process rather than just installing software.
What matters isn't the logo. It's the workflow.
Here is the minimum viable structure:
- Capture the inquiry immediately. Website forms, quote requests, and downloadable assets should flow into the CRM automatically.
- Tag the source and intent. Separate quote-ready buyers from early-stage researchers.
- Assign ownership. Every lead needs a person responsible for first response.
- Trigger follow-up. If a buyer doesn't reply, the system should remind, email, or text based on your process.
- Route qualified opportunities. Estimating, engineering review, and sales should see the same record.
Practical rule: If your team has to remember who needs a follow-up, your system is broken.
What a simple industrial demand system looks like
A practical setup usually includes:
- Search-driven entry points: Buyers find capability pages, industry pages, or technical articles.
- Conversion offers: They request a quote, download a spec resource, or submit a design question.
- CRM capture: The lead enters a pipeline with source and need attached.
- Automated nurture: Email and SMS keep the conversation moving when the buyer isn't ready today.
- Sales handoff: Qualified leads move into quoting without losing context.
The point isn't to flood the shop with inquiries. The point is to create a steady, visible pipeline so sales planning and capacity planning can finally talk to each other. That's how you scale a manufacturing company without forcing operations to absorb random demand spikes.
Phase 3 Systematize Your Sales and Quoting Process
More leads won't save you if your quoting process is slow, inconsistent, or trapped inside one person's inbox.
Many manufacturers often stall here. They invest in lead generation, then lose momentum because RFQs sit unqualified, follow-ups happen sporadically, and nobody has a clean view of quote status. That isn't a sales problem alone. It's an operational defect.
Build one quoting path for every lead
Your CRM should reflect a standard path from first inquiry to closed deal. If you don't already have one, start with a simple sequence and enforce it.
A workable pipeline often looks like this:
| Stage | What must happen |
|---|---|
| New inquiry | Lead is captured, assigned, and acknowledged |
| Qualified | Fit, urgency, scope, and buyer role are confirmed |
| Technical review | Drawings, specs, and manufacturability questions are checked |
| Quoted | Pricing and delivery are sent with a clear next step |
| Follow-up active | Sales owns the next contact date |
| Won or lost | Outcome and reason are recorded |
That structure creates accountability. It also reveals where deals stall. If too many leads pile up in technical review, you've found a process issue. If quotes go out but few buyers respond, your follow-up discipline is weak or your targeting is off.
If you're still managing this manually, this guide on how to automate the sales process is a practical next read.
Standardize follow-up so revenue doesn't depend on memory
A good sales team doesn't improvise every message. It uses templates, timing rules, and qualification criteria.
Use templated communication for common scenarios:
- Quote sent: Confirm receipt, restate scope, and ask for the decision timeline.
- No response after review: Ask whether priorities changed, not just whether they saw the email.
- Engineering questions pending: Clarify who owns the answer and when it will be returned.
- Lost opportunity: Capture the reason. Price, lead time, spec mismatch, incumbent supplier, or no decision all mean different things.
The key is consistency. Every quote should have a next action and a next date.
Use lead prioritization rules too. Not every RFQ deserves the same effort. Prioritize opportunities based on fit, repeat potential, order quality, and strategic value. A technically clean repeatable job is usually more valuable than a high-maintenance inquiry with vague demand.
Slow quoting doesn't just delay sales. It trains buyers to assume you'll also be slow after the purchase order arrives.
Track your quote-to-win pattern qualitatively if you don't yet have clean numbers. Look for job types, customer profiles, and sales behaviors that consistently lead to wins. Once that pattern is visible, train around it. The core purpose of systematizing sales is simple. Any capable team member should be able to see what happened, what comes next, and what the customer needs without chasing tribal knowledge.
Phase 4 Align Production Capacity with Operational Reality
Most bad scaling decisions are made here.
Demand rises, backlog gets tight, and leadership starts talking about a new machine. Sometimes that's right. Often it isn't. Buying capacity before understanding effective throughput is one of the fastest ways to spend capital without solving the actual problem.
Industry guidance is clear on this point. Overall Equipment Effectiveness, or OEE, should be the gatekeeper for automation and capacity decisions, and higher nominal machine capacity doesn't equal scalable output if downtime, material shortages, or poor shift setup keep throughput unstable, as noted by GENEDGE's manufacturing scaling guidance.
Use OEE before you approve more equipment
OEE matters because it forces you to separate three different problems:
- Availability: The machine isn't running when it should be.
- Performance: The machine runs, but output is slower than it should be.
- Quality: The machine runs and produces, but too much output is defective.
Those are very different failure modes. Yet many owners lump them together as “we need more capacity.”
If availability is weak, the issue may be maintenance planning, setups, changeovers, or waiting on material. If performance is weak, the culprit may be programming, tooling, poor scheduling, or operator inconsistency. If quality is weak, adding more equipment creates more expensive defects.
Fix the hidden constraints around the machine
Manufacturers love visible assets because they're tangible. Machines look like progress. But the machine often isn't the actual bottleneck.
Check the surrounding system:
- Scheduling discipline: Are jobs sequenced to reduce setup churn?
- Supplier readiness: Can material and components arrive reliably when demand rises?
- Workforce flexibility: Can another operator, setup tech, or lead step in without output collapsing?
- Standardized work: Does each shift run the process the same way?
- Purchasing coordination: Are buyers ordering for actual production needs or reacting late?
If you build physical capacity on top of weak coordination, you don't get scale. You get more expensive disorder.
For companies building physical products, this perspective on de-risking production for hardware is useful because it reinforces a hard truth. Process engineering reduces risk before capital deployment does.
New equipment should solve a measured constraint, not an emotional one.
A practical decision rule for capacity expansion
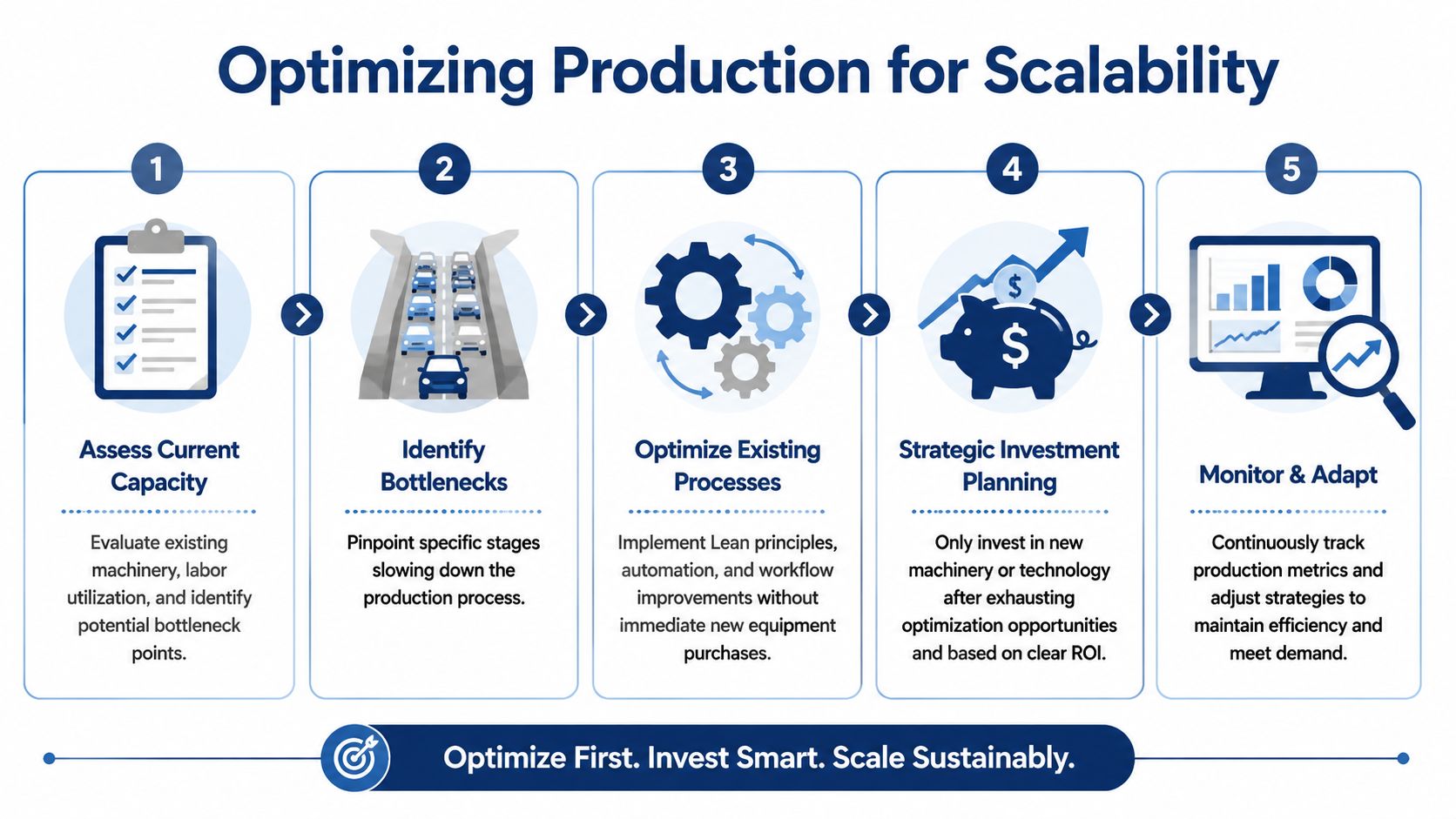
Use this sequence before approving capex:
- Measure current effective throughput.
- Identify whether the limitation is availability, performance, or quality.
- Stabilize scheduling, maintenance, and setup practices.
- Cross-train the team around the constrained process.
- Improve supplier and material planning.
- Then model the effect of added equipment.
This is the systems view many companies skip. The strongest scaling programs combine equipment utilization targets, workforce flexibility, and purchasing discipline. If one of those is weak, more iron on the floor won't fix it.
Phase 5 Secure the Right Capital and Talent
Scaling fails when leaders treat capital and talent as cleanup items. They're not cleanup items. They're design choices.
If your roadmap calls for stronger follow-up, faster quoting, better scheduling, cleaner setups, or improved visibility, those outcomes require money and people aimed at the right problem. Random hiring and generic financing create drag.
Fund the bottleneck not the wish list
Capital should follow the diagnosed constraint. Not ego. Not vendor pressure. Not the trade show demo that looked impressive.
A few common funding paths can fit different situations:
- Equipment financing: Useful when you've already proved the asset is the right answer and the added capacity fits stable demand.
- Line of credit: Better for working capital swings, inventory timing, or the cash gaps that appear when volume rises before collections catch up.
- Project-based investment: Appropriate for software, CRM implementation, website redevelopment, or process improvement work tied to pipeline visibility and execution.
- Grants and support programs: Worth exploring when training, technology adoption, or operational improvement qualifies.
If you need a starting point on structure, this guide to financing business growth is a useful overview of expansion funding options.
The rule is simple. Finance the move that removes a proven bottleneck and improves control. Don't finance vague optimism.
Make the next hire match the next constraint
The wrong hire delays scale just as much as the wrong machine.
Ask which role would most reduce friction right now:
| If this is the bottleneck | The next hire may be |
|---|---|
| Quotes are slow | Estimator or sales support |
| Leads are inconsistent | Business development or marketing operator |
| Schedules break constantly | Production planner or operations coordinator |
| Owners approve everything | General manager or department lead |
| Setup knowledge lives with one person | Skilled operator plus cross-training support |
Don't overlook internal talent either. Cross-training and standardized work give you more effectiveness than adding headcount blindly. A current employee with clearer process ownership can outperform an external hire dropped into a messy system.
Good scaling leadership builds a company that doesn't need the owner to be the dispatcher, closer, approver, and firefighter. Capital and talent are how you create that separation.
Your First 90 Days A Proof-of-Concept Scaling Plan
Don't try to transform the whole company at once. That's how teams burn time and lose confidence.
Use the first ninety days to prove that a more scalable operating model works inside your business. Start small, stay disciplined, and focus on visible bottlenecks. A practical method is to document recurring operational processes, rank them by automation maturity and business criticality, and select the top 5–10 workflows scoring high on both for immediate improvement, as recommended in Next Matter's operational scaling framework.
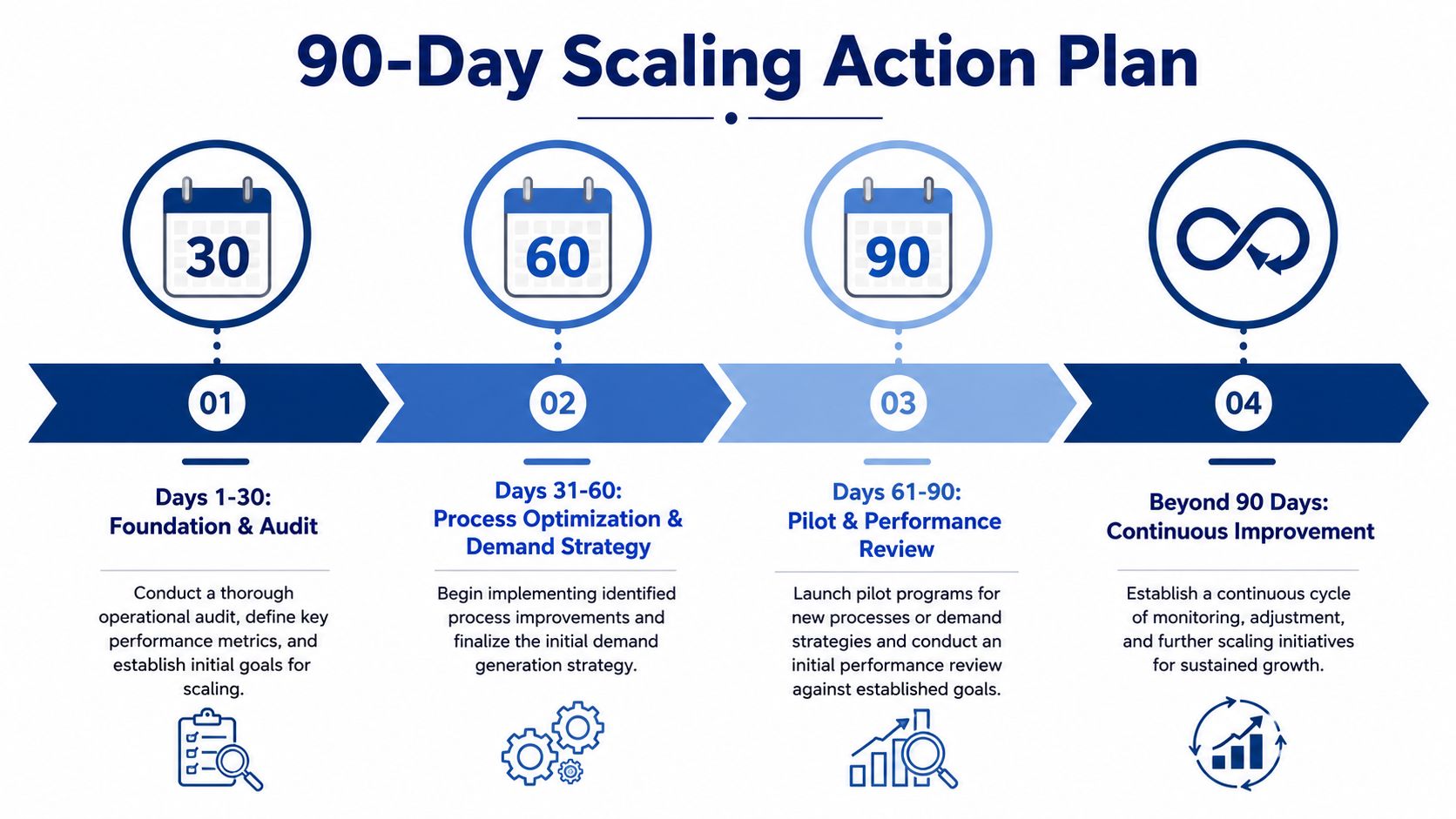
Days 1 through 30 get the baseline
Don't optimize anything yet. First get a clear picture of current reality.
- Document recurring workflows: Start with quoting, order handoff, scheduling, purchasing, setup, and customer follow-up.
- Choose one constrained production area: Use a key machine, cell, or process as your pilot.
- Audit lead flow: Identify how inquiries currently enter, who owns them, and where follow-up gets missed.
- Define your target customer profile: Tighten your focus around profitable, repeatable demand.
Create one visible dashboard, even if it's simple. Everyone should be able to see pipeline status, quote backlog, and the selected production constraint.
Days 31 through 60 fix the handoffs
This is the right window to tighten the system between marketing, sales, and operations.
Do three things in parallel:
- Implement CRM stages and assignment rules. Every inquiry gets captured, owned, and tracked.
- Standardize quote follow-up. Use templates and reminders so buyers don't disappear into silence.
- Rank workflow improvement opportunities. Use the automation maturity and business criticality filter. Pick the highest-value few, not everything.
A good test here is whether one team can understand the status of another team without a meeting. If sales can see capacity warnings and operations can see upcoming demand patterns, the system is starting to work.
Days 61 through 90 run a controlled scaling pilot
Now run a contained experiment.
Pick one product family, one customer segment, or one production lane. Then apply the full chain:
- Targeted demand generation
- CRM capture and qualification
- Standardized quoting
- Capacity review before commitments
- Measured production follow-through
Review what broke. That's valuable. You are not trying to look polished. You're trying to identify which process changes actually increase throughput and control.
The first ninety days should prove a model, not promise a miracle.
If you want to scale a manufacturing company, your Monday-morning move is straightforward. Diagnose the bottleneck, connect demand to capacity, and tighten one workflow at a time until the business can handle more volume without more chaos.
If you want help diagnosing where your marketing, sales process, and operations are misaligned, Machine Marketing works with manufacturers to connect demand generation, CRM systems, and practical growth strategy into a clearer operating system. The fastest next step is a direct diagnosis of your current pipeline, quoting flow, and capacity handoffs.