
Your machines are cutting parts. Your team is busy. Orders are moving. But growth still feels harder than it should.
For many machine shops and mid-size manufacturers, the problem isn't lack of effort. It's that quoting lives in one system, production data lives somewhere else, customer history sits in spreadsheets or inboxes, and sales has no clean way to prove why your shop is the better choice. You hear the phrase manufacturing digital transformation and it sounds like an enterprise program built for massive plants, not a practical path for a shop that still has to ship parts this week.
That gap is exactly where most businesses stall. The issue usually isn't ambition. It's disconnected systems, unclear priorities, and a transformation plan that's too big to execute. Meanwhile, the market keeps moving. The global manufacturing digital transformation market is projected to reach USD 504.1 billion by 2030, which makes this a structural shift in how manufacturers compete, not a passing trend.
Table of Contents
- Your Shop Is Busy But Is It Growing
- What Digital Transformation Really Means for Manufacturers
- The Business Case Quantifying Your ROI
- A Practical Four-Phase Digital Transformation Roadmap
- Common Pitfalls and How to Ensure Success
- Your Next Step Aligning Marketing Operations and IT
Your Shop Is Busy But Is It Growing
A busy shop can still be underperforming.
We see this pattern often. The schedule is full, people are working hard, and revenue looks stable, but margins are squeezed, quote turnaround is inconsistent, and leadership can't answer basic questions quickly. Which customers are most profitable? Which jobs always run long? Which machines create the most disruption? Which sales claims can you prove?
That's where manufacturing digital transformation becomes practical. It's not about chasing buzzwords. It's about fixing the operating system of the business so you can make faster, better decisions.
The real bottleneck is usually information flow
Most growing shops don't fail because they lack equipment or talent. They slow down because information breaks apart as work moves across the company.
A common pattern looks like this:
- Sales works from incomplete history: The estimator knows the print, but not the full production story behind similar jobs.
- Production runs without cost visibility: The team knows a job feels painful, but nobody sees the actual margin erosion until much later.
- Customer communication stays reactive: Buyers only hear from you when there's a quote, a delay, or a problem.
- Leadership manages by lagging data: By the time reports are clean enough to trust, the decision window has already passed.
Practical rule: If your team has to ask three people for the same answer, you don't have a staffing problem first. You have a system problem.
What growth looks like when systems connect
When a shop connects quoting, operations, and customer management, several things change fast. Quotes get tighter because estimators can see actual run history. Scheduling gets more disciplined because planners aren't guessing. Sales conversations improve because account managers can speak with confidence about lead times, quality controls, repeatability, and responsiveness.
That's the operational side.
The commercial side matters just as much. A cheaper competitor can always claim a lower piece price. It's harder for them to beat documented process control, cleaner delivery communication, and a smoother buying experience. If your systems can surface those advantages consistently, you stop selling on price alone.
Questions to ask yourself
- Where does job data disappear: Between quote, work order, production, inspection, shipment, and invoice?
- What does your sales team lack: Proof, speed, or consistency?
- Which reports do you trust least: Job costing, capacity, margin by customer, or on-time delivery?
- What still depends on tribal knowledge: Quoting logic, machine availability, customer expectations, or quality escalation?
If those questions are uncomfortable, that's useful. Diagnosis comes before transformation.
What Digital Transformation Really Means for Manufacturers
Digital transformation in manufacturing means your business starts acting like one system instead of a collection of isolated tools.
A machine shop usually already has software. The problem is that each tool answers one local question while creating a bigger blind spot somewhere else. ERP tracks one thing. A spreadsheet tracks another. The CRM is incomplete. Operators know what's happening on the floor, but that knowledge doesn't flow back into quoting or customer strategy.
A better definition than buying more software
Think of your business like a truck dashboard. You wouldn't want speed on one device, fuel level on another, engine temperature on a clipboard, and navigation on someone's phone in the passenger seat. You want one view that helps you drive.
That's what manufacturing digital transformation should do. It creates a central nervous system for the business so production, quality, planning, sales, and finance can work from the same operating reality.

For companies thinking beyond the plant floor, regional planning and infrastructure also matter. This overview of Atlanta IT planning and compliance is useful context for how broader technology ecosystems shape implementation decisions.
What a connected system changes
Once systems connect, the business gets a cleaner feedback loop.
Instead of asking, “Did we win the order?” you can also ask, “Was it a good order for our equipment, our margins, and our capacity?” Instead of saying, “We do high-quality work,” your team can point to inspection consistency, process discipline, and reliable production history. Instead of letting customer conversations live in inboxes, you can log them where operations and sales both see the full account picture.
A connected manufacturing system usually includes:
| Area | What disconnected looks like | What connected looks like |
|---|---|---|
| Quoting | Estimators rely on memory and old files | Historical run data informs pricing and lead times |
| Production | Operators solve problems locally | Issues feed back into planning and process improvement |
| Quality | Records exist but are hard to use commercially | Quality data supports trust with buyers |
| Sales | Follow-up is manual and uneven | CRM tracks opportunities, timing, and customer history |
The point isn't more data. The point is useful data moving to the people who can act on it.
That distinction matters. Some shops buy software and create more clutter. Better transformation simplifies decisions. It should reduce duplicate entry, shorten handoffs, and make accountability clearer.
What to look for in your current setup
- One source of truth: Can your team find the same answer in one place?
- Useful integration: Do systems pass information cleanly, or does someone retype it?
- Operational visibility: Can managers see what is happening now, not just what happened last month?
- Commercial visibility: Can sales and account managers see delivery, quality, and service history before they talk to a customer?
If the answer is “sometimes,” you're in the middle zone where most manufacturers sit. That's not failure. It's the starting point.
The Business Case Quantifying Your ROI
The strongest business case for manufacturing digital transformation is that it improves mechanical performance, not just reporting.
When factory technologies are implemented well, the gains show up where plant leaders care most. According to McKinsey benchmark data summarized here, digital transformation in manufacturing can boost production throughput by 10% to 30%, improve the cost of quality by 10% to 20%, and cut machine downtime by up to 50%.

Those aren't vanity metrics. They affect output, scheduling confidence, margin protection, and customer trust.
Where the gains actually show up
The ROI usually appears in four places first.
- Downtime control: Predictive and connected systems help teams move from reactive maintenance to planned intervention.
- Throughput improvement: Better scheduling and clearer machine data reduce avoidable friction.
- Quality cost reduction: Problems get detected earlier, and repeat issues become easier to trace.
- Decision speed: Supervisors and managers spend less time reconciling reports and more time fixing constraints.
Digital transformation also changes the quality of management conversations. Instead of debating whose spreadsheet is right, teams can focus on what action to take. That sounds small. It isn't. Operational trust inside the company is a real performance advantage.
How to frame ROI for owners and plant leaders
If you're trying to justify investment, don't lead with software features. Lead with operational pain.
Ask questions like these:
- Where do we lose the most unplanned time
- Which jobs repeatedly damage margin
- How often do we miss because information arrived late or incomplete
- What customer promise can't we support with clean internal data
Then connect those answers to the expected business effect. Faster throughput changes revenue capacity. Lower downtime improves schedule reliability. Better quality cost control protects margin. Those are board-level outcomes, even in a privately owned shop.
A second layer of ROI comes from measurement discipline. If you can't define the baseline, you won't know whether the investment worked. That applies to plant performance and to commercial performance. For teams that need a practical framework for the latter, this guide on how to measure marketing ROI is worth reviewing alongside your operational metrics.
Management test: If a project can't be tied to throughput, downtime, quality cost, customer retention, or sales effectiveness, it's probably a technology purchase, not a transformation initiative.
The best ROI cases are boring in the right way. They solve a known bottleneck, improve one business system at a time, and create evidence that the next step is worth funding.
A Practical Four-Phase Digital Transformation Roadmap
Most manufacturers don't need a grand launch. They need sequence.
That matters because only 10% of North American manufacturers have fully completed digital transformation projects. Most are still in the middle of it, which means confusion and stalled momentum are normal problems, not personal failures.
Start with a roadmap your team can execute.
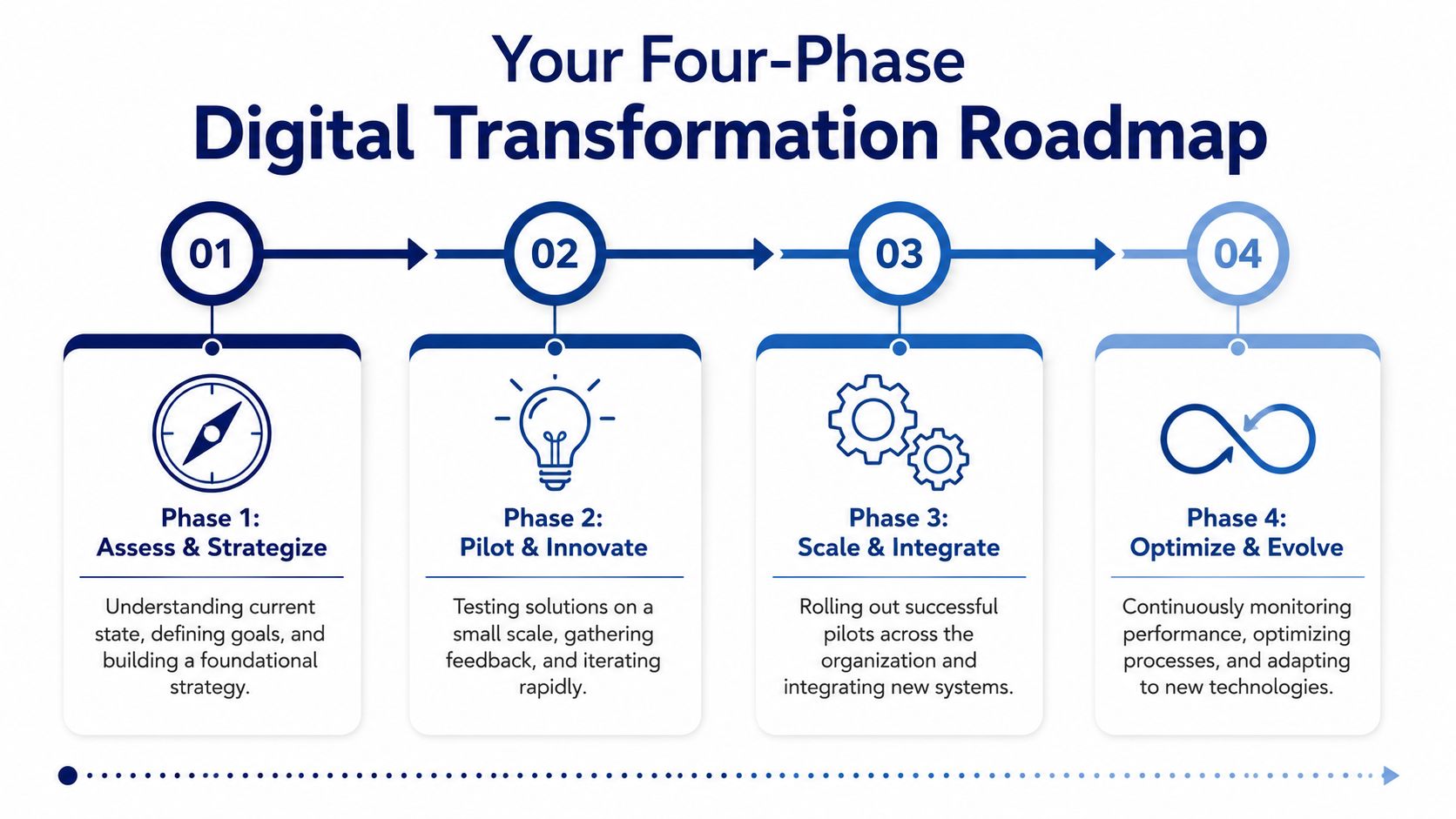
Phase 1 Assess and diagnose
Before choosing tools, map the flow of work and the flow of information. Follow one job from RFQ to cash. Note where someone retypes data, waits on approval, checks a spreadsheet, or asks a veteran employee for the “real” answer.
Focus on bottlenecks with economic impact, not just irritation.
Questions to ask yourself
- Where does delay happen most often: Quoting, scheduling, setup, inspection, or invoicing?
- Which handoff causes the most confusion: Sales to estimating, estimating to production, or production to shipping?
- Which report do leaders argue about: That usually points to bad data structure.
- What decision would improve tomorrow if you had cleaner data today: Start there.
A useful output from this phase is a short list of system priorities, not a massive wishlist.
Phase 2 Build the foundation
Now choose the core platforms that need to become reliable. For many shops, that means some combination of ERP, MES, CRM, quality systems, and reporting. The right choice depends on your workflow, customer mix, and existing constraints.
The standard to use is simple. Can the system scale, and can it integrate?
Here's a practical rule set:
- Pick for workflow fit: Don't buy software because it demos well.
- Pick for adoption: If supervisors and sales reps won't use it, it won't matter.
- Pick for integration: Data trapped in a prettier interface is still trapped.
- Pick for visibility: Managers should get answers faster, not generate more admin work.
This is also the phase where many firms start evaluating broader stacks for automation and communication. A review of current digital marketing technologies can help when your commercial systems need to connect with operations later.
Phase 3 Integrate and automate
The payoff begins when you connect the systems that need to talk to each other first.
An example sequence might be quote to order, order to production, production to quality, and CRM to account follow-up. Don't automate everything at once. Automate the handoffs that create delay, errors, or customer friction.
After you've established the integration priorities, give your team a short visual reference for the rollout:
Questions to ask yourself
- Which manual step causes repeated mistakes
- Where are people copying data between systems
- Which notifications should happen automatically
- What customer update could be triggered without staff chasing it manually
A pilot should reduce one meaningful pain point. If it only proves that software can technically work, it's too weak.
Phase 4 Optimize and govern
Once data is flowing, the work changes. Now you manage by standard, review, and continuous improvement.
Governance sounds corporate, but for SMB manufacturers it means a few practical disciplines:
| Governance area | What good looks like |
|---|---|
| Data ownership | Someone is responsible for each core dataset |
| SOPs | Teams know how information gets entered and maintained |
| Review cadence | Leaders review performance consistently |
| Change control | New tools or fields don't get added casually |
Questions to ask yourself
- Who owns customer data quality
- Who owns production data accuracy
- Which KPI triggers action, not just reporting
- How will you prevent the system from drifting back into spreadsheets
If you skip governance, the business slowly recreates the same mess with newer tools.
Common Pitfalls and How to Ensure Success
A lot of digital transformation programs fail for reasons that are predictable.
The headline problem is execution. Only 35% of companies achieve their stated digital transformation goals, and 62% of SMB manufacturers fail to scale pilot projects because of skills gaps and integration debt. That tells you something important. The obstacle usually isn't that the technology can't work. The obstacle is that the business can't absorb the change cleanly.
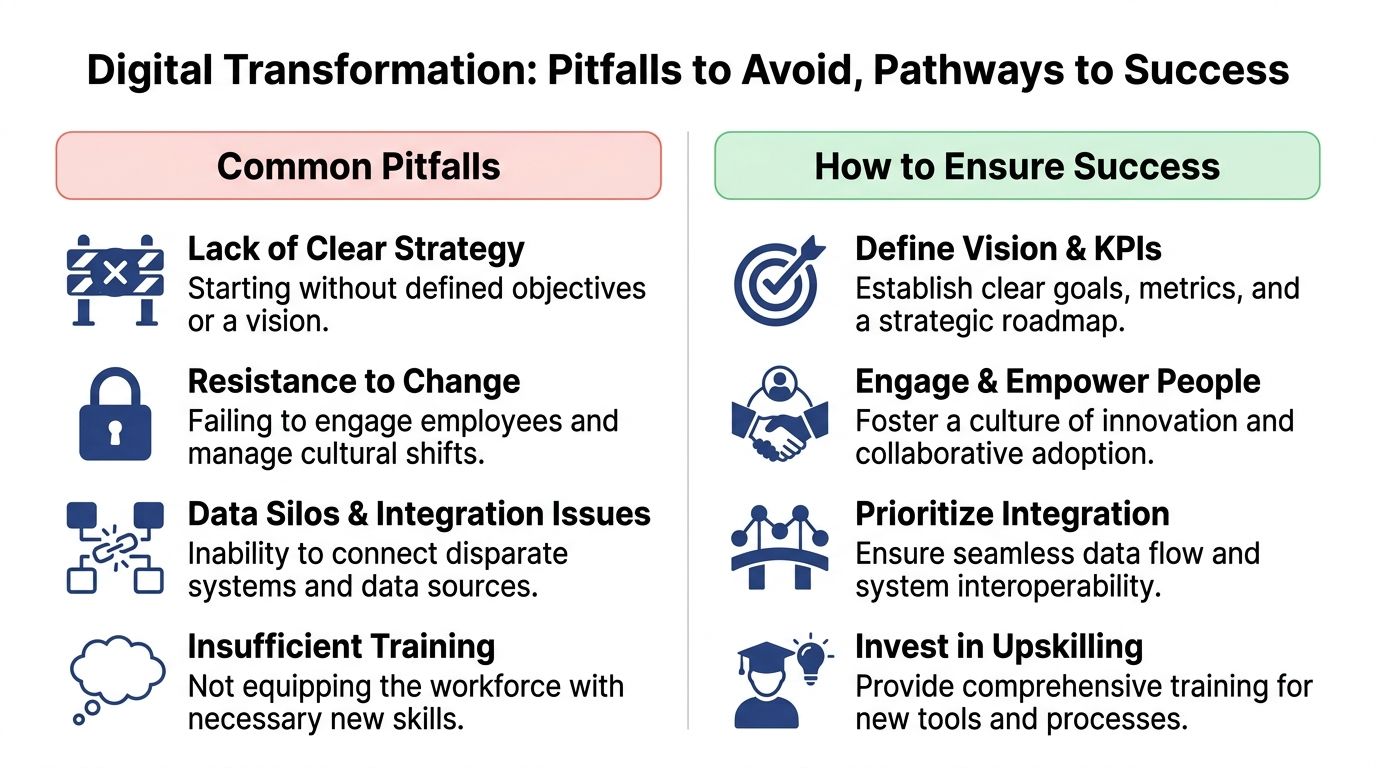
What to avoid
Some mistakes show up again and again in machine shops and mid-size manufacturers.
- Big-bang thinking: Leaders try to replace everything at once, then overload the team.
- Pilot theater: A small project runs in isolation, proves little, and never scales.
- Training as an afterthought: People get credentials, not competence.
- Legacy denial: Teams assume old equipment and old workflows will somehow integrate themselves.
- No commercial tie-in: Operations improves, but sales and customer communication never change.
A bad pilot is one that lives outside the core business. It doesn't use messy data, it doesn't involve the people who own the process, and it doesn't connect to the next phase of rollout.
What to do instead
Better outcomes come from boring discipline.
- Choose one constraint: Start with the bottleneck that hurts margin, schedule reliability, or customer service most.
- Design for the environment: Include existing machines, current staffing, and actual data quality.
- Train by role: Operators, estimators, supervisors, and sales teams need different workflows.
- Plan integration early: If systems won't share data, the burden shifts back to people.
- Define success before launch: Everyone should know what improvement matters.
Here's a practical comparison:
| What fails | What works |
|---|---|
| Tool-first buying | Process-first diagnosis |
| Generic pilot | Pilot tied to a business bottleneck |
| One-time training | Repeated workflow training |
| Standalone software | Integration plan from day one |
| IT-only ownership | Shared ownership across operations, sales, and leadership |
Most failed transformations leave the company with new software and old habits.
That's why change management matters. Not the jargon-heavy version. The effective version. Clear ownership, role-based training, standard operating procedures, and a review rhythm that catches drift early.
A quick self-check
- Can your team explain why this initiative matters in one sentence
- Does the pilot solve a plant problem or just demonstrate a tool
- Have you budgeted time for training and cleanup
- Do you know how the data will move after the pilot succeeds
If those answers are vague, pause before buying more technology.
Your Next Step Aligning Marketing Operations and IT
A smarter shop floor should create a smarter go-to-market system.
That doesn't happen automatically. Many manufacturers invest heavily in operations, but the commercial message never catches up. According to this manufacturing market analysis, 94% of manufacturers invest in operational tech like IoT, while 70% of industrial buyers still prioritize proven reliability over technological sophistication. That gap matters. Buyers don't purchase transformation. They purchase reduced risk.
Turn operational proof into sales language
Your internal improvements need to become external evidence.
If your systems now track cleaner lead times, repeatability, process control, response speed, or inspection consistency, sales should use that in proposals and follow-up. Engineers want specifics. Purchasing teams want confidence. Plant managers want suppliers who won't create downstream problems.
Translate operational gains like this:
- From machine uptime to customer assurance: “We maintain stable capacity and fewer schedule disruptions.”
- From quality data to buyer confidence: “We can document process consistency and issue response.”
- From better scheduling to commercial value: “We commit to dates based on actual production visibility.”
- From CRM discipline to better service: “Your team gets faster answers because everyone sees the same account history.”
Many firms leave money on the table when they improve internally but still market themselves with generic claims like quality, service, and experience.
Build one commercial system around the customer
The next step is to connect marketing, sales, and operations around account intelligence. A CRM should hold more than contact records. It should become the place where your team tracks buyer concerns, quote activity, project timing, follow-up, and post-sale communication.
For manufacturers evaluating that layer, this guide to CRM for manufacturing companies is a solid place to start.
A practical setup often includes:
- Technical keyword strategy: Build pages and content around the terms engineers search.
- Lead routing and follow-up: Make sure inquiries don't sit idle.
- Quote nurture workflows: Buyers often need reminders, proof, and timing-based follow-up.
- Account-based visibility: Sales should know what happened in production before the next customer call.
- Closed-loop feedback: If customers keep asking the same questions, marketing should address them upstream.
When operations, IT, and marketing stay separate, the customer experiences your company as separate too.
That's the finish line. Not a dashboard. Not a software launch. A business where operational truth improves sales conversations, marketing relevance, and customer trust.
If you want help diagnosing where your systems are disconnected and what to fix first, talk with Machine Marketing. We help manufacturers and machine shops connect operations, CRM, and B2B marketing into a practical growth system.